投稿日:2022年02月21日
一般的に金属腐食と聞くと鉄が茶色になってさび付いてしてまう現象をイメージするかもしれません。
機械設計者が、腐食させたくないときに選ぶ金属材料でまず思い浮かぶのは、ステンレス鋼だと思います。
普段は腐食しずらい材質として用いられるステンレス鋼ですが、ちょっとした条件がそろうことで急激に腐食し、穴が空いてしまう現象というものがあります。
「SS400製のタンクが老朽化したので、タンク材質をSUS304に変えて更新したら、使用してすぐに穴が空いてしまった」
「この間まではなかったのに、熱交換器のSUSのケーシングに、小さなひび割れが急に現れた」
このような現象に悩まされる場合、もしかするとステンレス鋼を腐食させる「塩化物イオンCl-」が原因かもしれません。
引張応力が負荷されたステンレス鋼に塩化物イオンが接触することで発生してしまう腐食が「応力腐食割れ」です。
一般的な金属の腐食とは
応力腐食割れについて説明する前に、まずは、一般的な金属の腐食について説明します。
下の図は、金属表面の局部電池モデルと呼ばれる図で、金属が腐食するメカニズムを説明するために用いられます。
金属の腐食は、金属がイオン化することで発生します。金属に水滴がついているだけでも、その水滴の内部では、金属表面上に電位差があり、腐食は発生するのです。
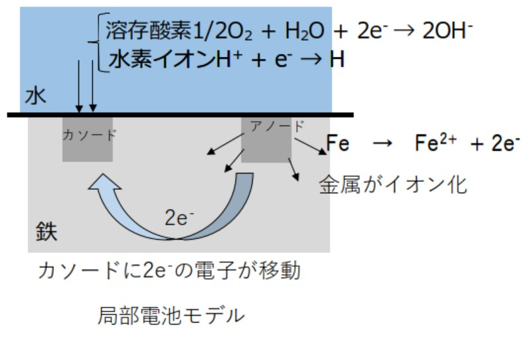
図.局部電池モデル(金属表面で電子が移動するモデル)
腐食箇所の周囲では、電子移動により、アノード(負極)とカソード(陽極)が生じています。
それぞれアノード側、カソード側ではどのような現象が起きているかを以下に説明します。
| アノード側 | 金属がイオン化され、電子を放出。 Fe → Fe+2+ 2e– イオン化された鉄は酸素と水と反応し、赤さびに変化。 それを化学式で書くと以下のようになる。 2Fe + 1.5 O2+ 3H2O → Fe2O3・3H2O |
| カソード側 | 水中の溶存酸素( 1/2O2)が水中で電子を受け取ることでOH-イオンが発生する。 1/2O2+ H2O + 2e–→ 2OH– このOHーイオンが発生することでによって、アノード側で発生するFeイオンと結合し、赤さびの原因となる。 又、水素イオンに電子を与えることで、金属内部に水素を吸収させてしまい、脆化現象が起きてしますこともある。 |
これらの2つのアノード・カソード現象により発生する、腐食の形態についてまとめておきます。
下記の腐食形態が複合的に発生することもあります。
表.様々な腐食形態と発生原因
| 腐食形態 | 発生場所 | 発生原因 |
| 全面腐食 | 金属表面の全体 | 鉄がイオン化され、酸化鉄を作り出してしまうため。 |
| 異種金属接触 | 異種金属の境界部 | 異種金属のイオン化傾向の違いによる、局部電池を境界に生じてしまうため。 |
| 隙間腐食 | 金属接触部 | 金属が接触することにより、金属表面に不動態被膜(保護膜)が作れずに腐食が進行してしまうため。 ステンレスでは起こりやすい。 |
| 応力腐食割れ | 塩化物イオンの接触箇所(ステンレス) | 塩化物がある状態で引張応力を付加すると、アノード電流により割れの促進が起こる。 |
応力腐食割れのメカニズムと特徴
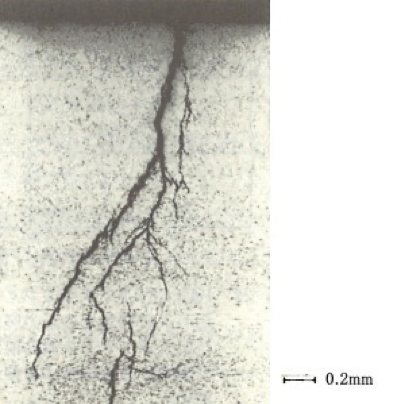
図.SUS304の応力腐食割れ 断面画像
応力腐食割れの発生メカニズムについて説明します。
以下図のように、塩化物イオンが豊富にある状況では、アノード側の作用で腐食が加速され、微細な孔食から発展した亀裂が進展すると考えられています。
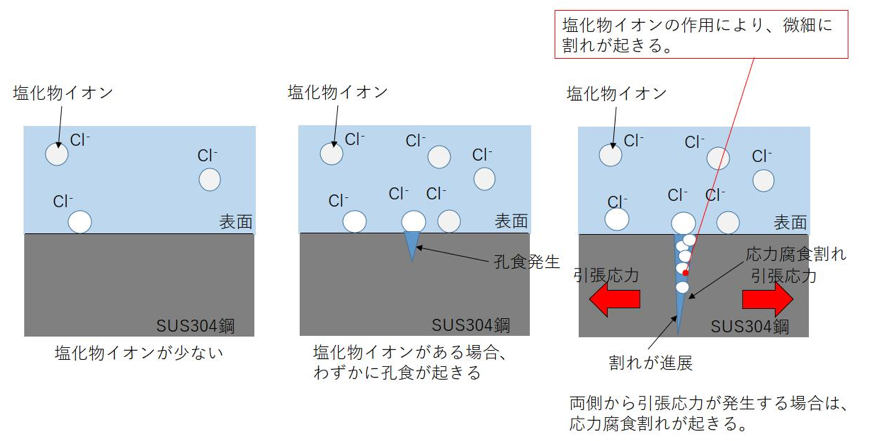
図.塩化物イオンにより発生する応力腐食割れのメカニズム
応力腐食割れは、塩化物イオンが含まれている液体とステンレス鋼が接触し、かつ引張応力が負荷することで、金属結晶の界面を引き裂いていく様な割れを生じるのが特徴です。
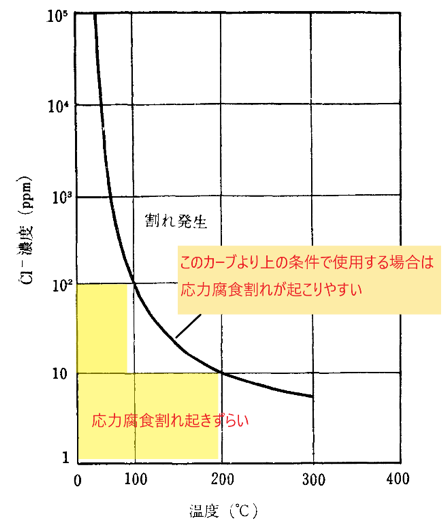
又、使用温度が低い場合は応力腐食割れが起きにくいことが実験で証明されています(以下グラフ参照)。その実験の結果を用いれば、「使用温度」と「塩化物イオンCl-の濃度」で、応力腐食割れが発生するかを予測することができます。
たとえば、身近にある河川水には一般的に20ppm程度の塩化物イオンが含まれており、工場で使用する工場用水は、数十~数百ppmの濃度になっています。
その為、以下のグラフから河川水では応力腐食割れの恐れが低いと考え、工業用水は高温で使用する場合は応力腐食割れの危険性があると判断できます。
図.オーステナイト系ステンレス鋼の応力腐食割れ
流体の塩素イオン濃度とプロセス流体温度の関係グラフ
応力腐食割れを注意するポイント
機械設計者が知らなければいけない、応力腐食割れの恐ろしい点とその解決法についてポイントをまとめます。
【1点目】応力腐食割れは、目視では気が付きにくい
微細な亀裂が進展していく為、ステンレス鋼の表面に亀裂が入っていると気が付きにくいという点です。
知らぬ間に亀裂が成長し、機械強度を下回ることで、破裂・破損となっては、事前の強度計算も役に立ちません。
その為、応力腐食割れが発生しそうな箇所を事前に予想し、定期的な非破壊検査が出来るように機器設計をする必要があります。
【2点目】塩化物イオンは流れが無ければ濃縮する
流れがない場所(よどんでいる場所)では、塩化物イオンの濃縮が起こるという点です。
塩化物イオンが1ppm程度しか含まれていない水でも、塩化物イオンの濃縮が起きてまうと数百ppm以上の濃度となり、応力腐食割れが起きてしまう条件になってしまいます。
その解決法としては、塩化物イオンを含んだ流体の滞留部をなくすことです。
又、流体の流速を1~2m/sにして、常に金属表面の塩化物イオン濃度が上がらないようにする必要があります。
【3点目】塩化物イオンを運ぶ媒体は液体だけでなく、個体であったりもする
塩化物イオンが付着した湿りパウダー等が金属表面に付着した場合も、塩化物イオンの濃縮が起こります。
付着した箇所で塩化物イオン濃縮が急激に上がる為、割れの進展が早く注意が必要です。
対策としては、付着防止や洗浄除去を行うことで防ぐのが一般的ですが、高温で使用する場合は、キュプロニッケルや銅合金の使用も検討した方がいいかもしれません。
以上より、塩化物イオンが存在する流体を扱う装置には、ステンレス鋼を採用すべきかを十分検討しなければいけません。その際は、以下の条件で判断することをおススメします。
あくまで目安なので、事前のテストや過去の使用実績で必ず確認してください。
表.塩化物イオンが存在する流体にステンレス鋼を使用できる条件
| 項目 | 判断指標 |
| 使用時の温度 | 流体温度が50℃以下であるか |
| 塩化物イオン濃度 | 10ppm以下 |
| 流体の流速 | 流速が1m/s以上 |
あなたにおすすめ
- 【材料選定の考え方、加工方法の知識を動画で学ぶ!】全9章(300分)
金属、アルミ、プラスチックとあらゆる材料の種類が理解できる 詳細はこちら>