投稿日:2021年11月19日

「切削(せっさく)の加工法を考慮しない図面を描いて、
加工者を呆れさせてしまった…」
「加工に配慮した設計ができるようになりたいけど、
何に気をつけたらいいのかな?」
このような悩みをお持ちの方もいるのではないでしょうか?
自分では一生懸命考えたつもりの図面が、加工者の方から呆れられたり、ため息をつかれたりすると辛いですよね。
また、切削加工について勉強しようと思っても、具体的に何から手をつけたらいいかわからないと思います。
本記事では、まず切削加工にはどのような種類があって、それぞれどういった加工が得意かを簡単に解説します。
そもそも加工法のイメージができていないと、設計に活かせないためです。
そのような前提知識を学んだ上で、加工に配慮した具体的な設計手法を紹介します。
この記事を読めば、加工法を考慮した形状がどんなものかわかり、現場の方を悩ませなくなるはずです。
ぜひ参考にしてください。
1. 切削加工とは?【製品例も紹介】
切削加工とは、工具を金属などの材料に当てて、不要な部分を削り取る加工法のことです。
一般に加工精度が高めで、なめらかな表面に仕上がります。ただし、加工に時間を要するというデメリットもあります。
切削加工には、主に以下の種類があります。
- フライス加工
- 旋削加工
- 穴あけ加工
ここでは上記の加工法の特徴や製品例を紹介します。
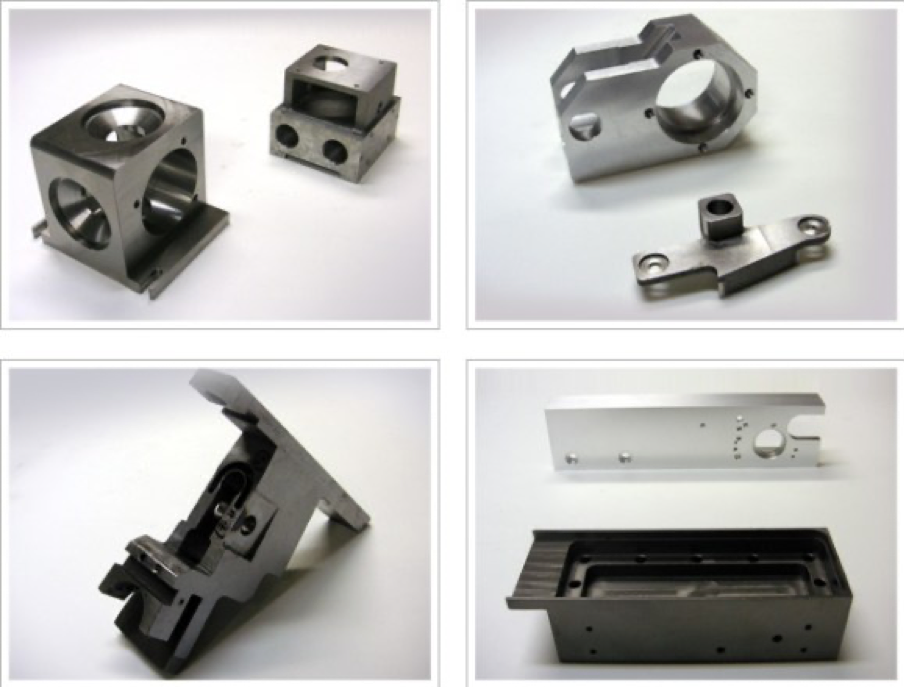
1-1. フライス加工

フライス加工は、工具を回転させて工作物の表面を削り取る加工法のことです。
直方体のような角形状の加工に適しています。
フライス加工は「フライス盤」と呼ばれる機械によって行い、主に「エンドミル」という工具が使用されます。
フライス加工で作られる製品例は以下の通りです。
出典: 株式会社 山技
1-2. 旋削加工

フライス加工に対して、工作物のほうを回転させて表面を削り取るのが、旋削加工(せんさくかこう)です。
旋削加工は、軸など円筒形状を加工するのに適しています。旋削加工は「旋盤(せんばん)」と呼ばれる機械によって行います。
旋削加工で作られる製品例は以下の通りです。
出典: 丸物・旋盤加工.COM

1-3. 穴あけ加工

穴あけ加工は、ドリルを回転させて工作物に穴をあける加工法のことです。
穴あけ加工は、ねじで固定するための通り穴をあけたり、タップ穴(ねじ穴のこと)をあけたりします。穴あけ加工では「ボール盤」と呼ばれる機械を主に使います。
穴あけ加工で作られる製品例は以下の通りです。
出典: 株式会社 パーツ精工

2. フライス加工に配慮した設計手法
まず、フライス加工で作るのを想定した製品について、設計時の注意点を紹介します。
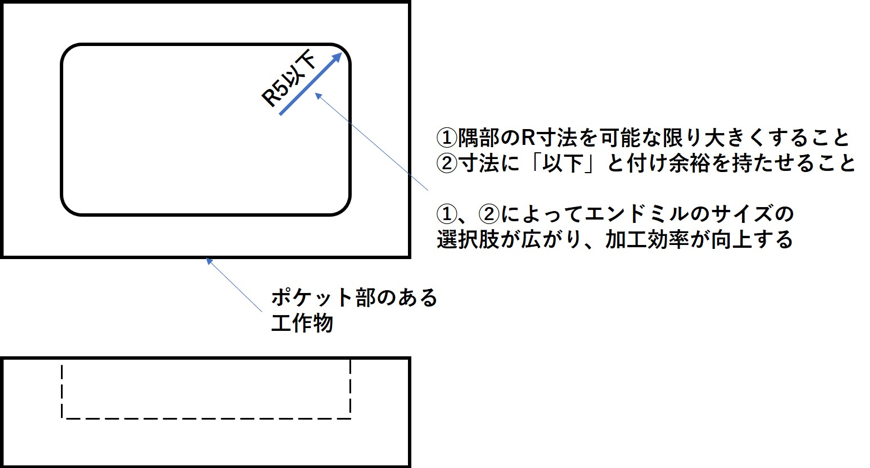
2-1. 隅部のR寸法に余裕を持たせる
フライス加工で作る製品では、隅部のR寸法に余裕を持たせてください。
そのほうが加工の自由度が上がり、効率良く作業できるためです。
フライス加工の工具として使用頻度の高いエンドミルは、先端のR形状が工作物に転写されます。
そのため、可能な限りR寸法を大きくして、寸法に「以下」を付ければ、エンドミルのサイズの選択肢が増えます。
この手法によって、サイズの大きいエンドミルを使用できるようになり、1度に多くの部分を削ることが可能です。その結果、加工効率が向上します。
以下の図を参照ください。
2-2. 直角度を確保するための逃げ加工を行う
直角度を確保するために逃げ加工を行うのも、加工をやりやすくする手法です。
エンドミルの直径に対して加工深さが深いと、加工時の反力によってエンドミルが逃げてしまいます。
そうすると、直角度を精度良く出すことができません。
そこで、不要な面に逃げ加工を行うことで加工反力を減らしましょう。
直角度を出しやすくなり、加工もやりやすくなります。

3. 旋削加工に配慮した設計手法
次に、旋削加工(せんさくかこう)で作るのを想定した製品について、設計時の注意点を紹介します。
3-1. 工具の逃げスペースを確保する
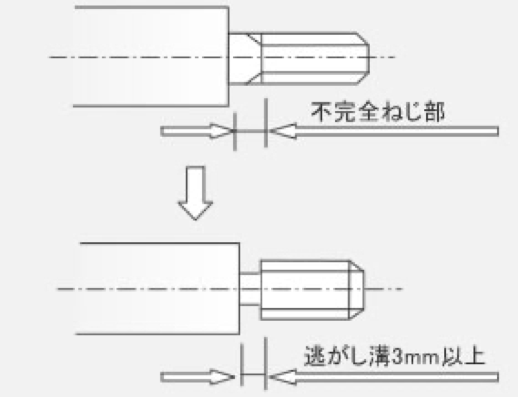
軸におねじを切る場合、工具の逃げスペースを確保するための加工を施しましょう。
これによって、不完全ねじ部を加工する必要がなくなり、作業が楽になります。
逃げ加工の幅は3mm以上が目安です。
逃げ溝の深さは、加工するおねじの谷径より深くしてください。
不完全ねじ部は、徐々に谷径が小さくなるため難しい加工です。
おねじを設ける際は通常のねじ加工だけで済むように、逃げスペースを設けるようにしましょう。
出典: 株式会社ナンゴー
3-2. 両端面の穴を貫通させる
軸の両端面に穴をあける場合、設計上の問題がなければ貫通させてください。
工作物の向きを反対にして、付け直す必要がなくなります。
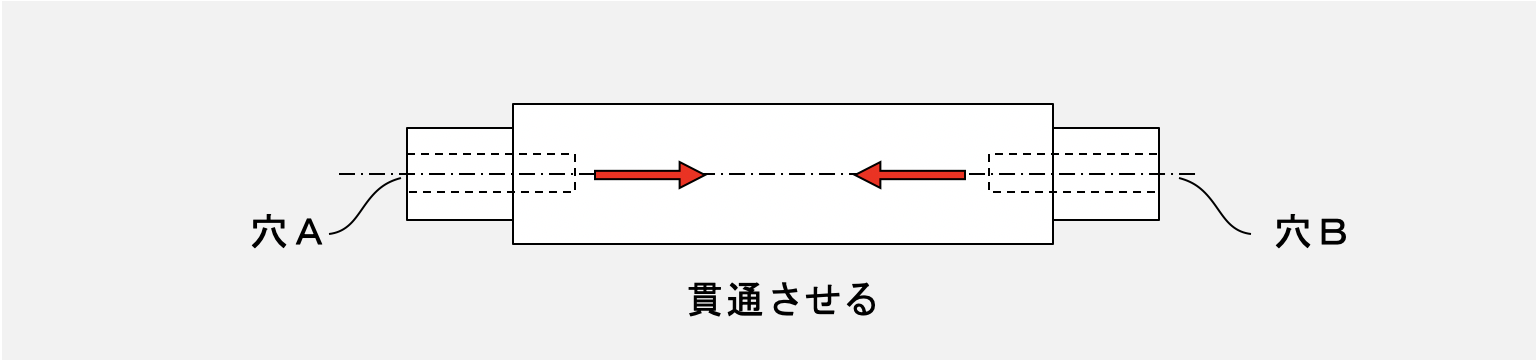
穴が貫通していないと、片側に穴をあけた後に工作物を一旦外し、反対向きにして付け直す作業が必要です。
そうすると、作業手順が増えて時間を要するだけでなく、両側の穴の中心軸にズレが発生します。
ズレ量の目安としては、同軸度でΦ0.02からΦ0.05程度になります。
このズレ量が許容できないのであれば、貫通形状になるよう設計しましょう。
4. 穴あけ加工に配慮した設計手法
最後に、穴あけ加工を製品に施す場合での、設計時の注意点を紹介します。
4-1. 加工する穴は深すぎないようにする
穴あけ加工での穴深さは、深すぎないようにしましょう。
なぜなら、深すぎる穴は標準的な工具で加工できないためです。
特殊仕様のロングドリルが必要になると、工場内に準備されていない場合もあります。
また、標準のドリルで加工したい深さまで届くとしても、深い穴の加工は避けたほうがいいでしょう。
穴径が小さいとドリルの直径も小さくなる分、ドリルがたわんだり軸が振れたりしやすいためです。
そのため、精度良く加工するのは難しくなります。

このような理由があるため、深すぎる穴加工にならないよう設計してください。
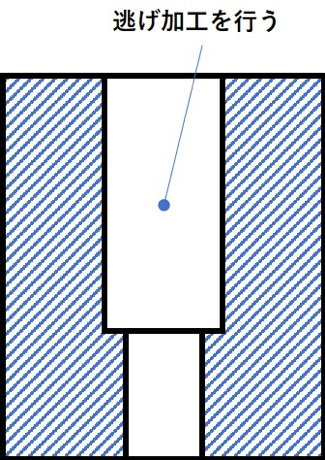
具体的には、直径の5倍以下の深さが目安です。
5倍より深い穴加工が必要な場合は、以下のような逃げ加工を行いましょう。
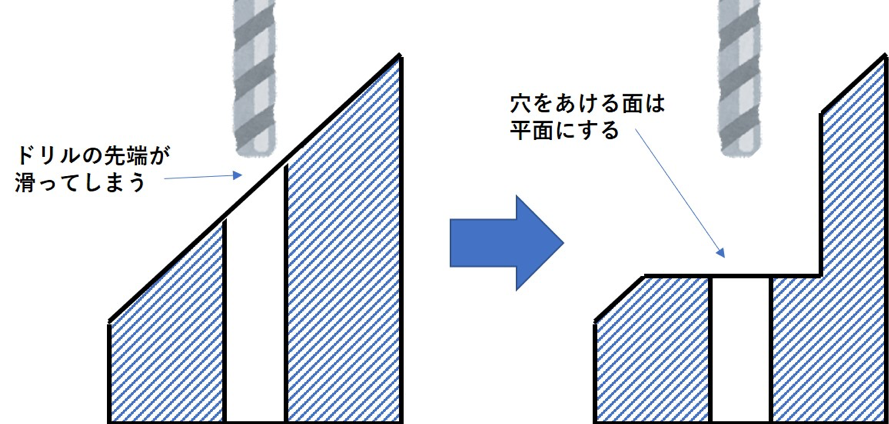
4-2. 斜面への穴加工は避ける
穴あけ加工を行う場合、斜面へ加工するような形状は避けてください。
なぜなら、ドリルの先端が滑ってしまい、精度よく加工できないためです。
そこで、設計上の工夫を施しましょう。
以下の図のように、ドリルで穴をあける部分に水平な面を作ってください。
4-3. 穴加工位置を側面から離す
部品の側面近くに穴をあける際は、近すぎない場所にしてください。
穴から側面までの距離が近いと、加工抵抗に差が生じてドリルが曲がりやすくなるためです。
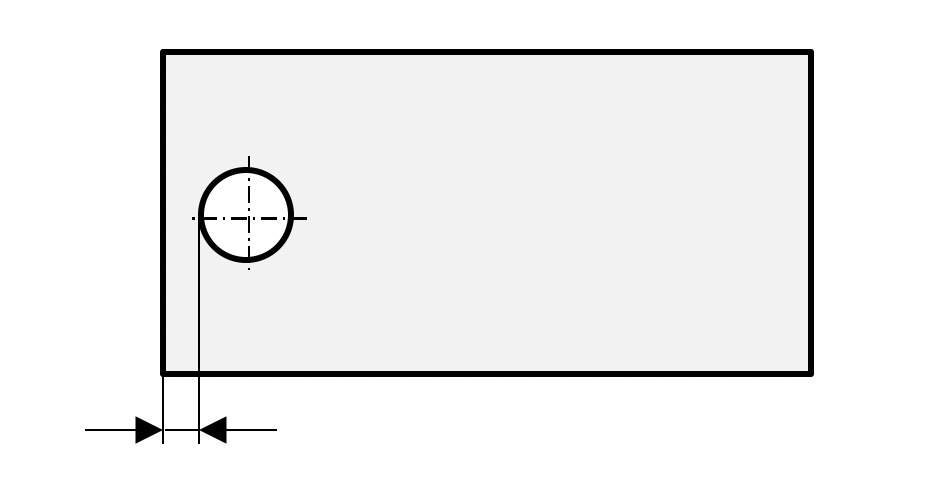
以下に穴の端から側面までの距離の目安を示します。この表の数値より小さくならないようにしましょう。

参考元:上表は、西村仁(2016)『機械加工の知識がやさしくわかる本』JMAM出版におけるP109の「図4.18 側面までの最低寸法」を基にしています
まとめ
今回は、切削加工の基礎知識と加工者に配慮した設計手法を解説しました。
加工法を考えて設計することは非常に重要です。
加工を考慮しない形状だと、加工に多くの時間がかかったり、加工ミスが起こりやすくなったりしてしまうためです。
また加工を考慮した設計を心がければ、
加工者の方と良い関係を築けるため、ちょっとした相談もしやすくなるでしょう。
今回紹介した設計手法を、ぜひ実践してみてください。
参考文献: 西村仁(2016)『機械加工の知識がやさしくわかる本』JMAM出版
あなたにおすすめ
- 【切削部品の加工方法、検査から設計手法を動画で学ぶ!】全11章(330分)
実際の加工機械を見たことがない人でも、機械加工がイメージできる 詳細はこちら>